Silicone Overmolding for Electronics, Metal, and Plastic
We bond silicone and rubber onto metal, plastic, and electronics substrates using compression and injection overmolding. Every project starts with a DFM review that checks bond geometry, substrate compatibility, and material grade before tooling is cut. Send us your STEP file and we confirm fit, process, and timeline within 24 hours. If your design is not ready, our design and engineering team can prepare it for overmolding.
- 20-day tooling lead time, confirmed in writing
- No MOQ, Same mold runs prototype and small batch production
- Mold ownership transfers to you at project sign-off
- Tolerances to ±0.2mm, Shore A 10 to 80

Substrates We Bond Silicone To
The substrate drives every decision in overmolding process selection, mold design, silicone grade, and bond method. We work with four substrate categories.
Metals
Stainless steel 304 and 316, aluminium, and brass are the most common. Metal substrates require mechanical retention features built into the mold cavity to lock the silicone in place under load. Surface preparation protocol is confirmed before production starts, contamination from oils or release agents inhibits silicone cure chemistry and weakens the bond.
Plastics
PC, ABS, PA66, and POM are regularly run. The critical constraint with thermoplastics is curing temperature. Standard silicone cures at 170–220°C; many plastic substrates soften or deform at that range. Substrate thermal limits are checked during DFM, and process parameters are adjusted accordingly.
Electronics
FPC, PCBA, sensors, and connectors are handled through a combination of mold design and process sequencing developed from production experience. Two constraints apply: temperature and pressure. For temperature-sensitive electronics, we formulate silicone compounds that cure below 100°C using compression overmolding eliminating the thermal risk to components. For pressure, mold design incorporates locking and support features to protect micro-components during molding. Sealed assemblies can be tested to IP67 on request.
Silicone-on-Silicone
Dual-durometer parts and co-molded assemblies where two silicone compounds with different hardness or colour are bonded in a single mold. Shore A range: 10 to 80.
Silicone grade and durometer for all substrates are confirmed during the DFM review based on your application environment, bond requirements, and compliance needs. See our material sourcing and traceability page for grades and certifications.
How We Prevent Delamination
Bond failure is the primary risk in silicone overmolding. We address it at three points: mold design, surface preparation, and incoming substrate inspection.
Mechanical Interlocking
The mold is designed with undercut features that lock the silicone to the substrate geometrically. Even if adhesion at the interface weakens over time, the silicone cannot pull away from the part. For metal and electronics substrates, the locking mechanism is built into the cavity design during DFM.
Surface Preparation
All substrates are inspected and cleaned before loading. Silicone cure chemistry is sensitive to contamination. Oils, release agents, and surface residues can prevent the silicone from bonding or curing correctly. Pre-heating metal inserts is used where bond strength requirements call for it. Primer and self-adhesive silicone grades are available when the application demands a chemical bond in addition to mechanical retention.
Incoming Substrate QC
Substrates are dimensionally checked before production loads. Inserts that are out of tolerance too tight or too loose in the mold cavity are quarantined before they reach the press. A substrate that does not seat correctly in the mold creates inconsistent pressure distribution and increases delamination risk.
Compression Overmolding vs Injection Overmolding
Both processes are available. The right choice depends on your part geometry, substrate, volume, and budget. We confirm the process during DFM.
Compression Overmolding
The silicone charge is placed directly into the open mold with the substrate already seated. The mold closes and applies heat and pressure to cure the silicone around the substrate. Lower tooling cost than injection. Works for most HCR silicone overmolding applications. Suited to larger parts, short-to-medium runs, and applications where low-temperature cure is required including temperature-sensitive substrates like electronics.
LSR Injection Overmolding
Liquid silicone rubber is injected into a closed mold cavity with the substrate pre-loaded. Shorter cycle time at volume, tighter dimensional consistency across large batches, and better control over thin-wall and complex geometry fills. Higher tooling cost. Best suited for high-volume production where per-part cost and repeatability are the priority.
DFM Process From Your File to First Parts
We review your design, confirm the process, and build the mold in-house. Here's how the DFM review and production timeline work.
1. Submit Your Design
Send a STEP, IGES, or DWG file through the contact form. PDF drawings with key dimensions work. If you have a concept but no CAD file, contact us, our design and engineering team can take it from sketch to mold-ready.
- STEP, IGES, DWG formats accepted
- PDF drawings with key dimensions
- NDA available before file transfer send ours or use your own
2. DFM Review Within 24 Hours
We review bond geometry, substrate compatibility, wall thickness, parting line placement, and undercut features. Silicone grade and durometer are confirmed. Any design adjustments are documented in writing before any payment is made.
- Bond geometry and mechanical retention features checked
- Substrate thermal and dimensional compatibility confirmed
- Process compression or injection selected based on your part
3. Quote and Tooling Confirmation
You receive a detailed quote covering tooling cost, prototype quantity, and production timeline. Mold material and process confirmed before proceeding. Ship date is in writing before tooling starts.
- Detailed quote with tooling cost and timeline
- Mold material and process confirmed in writing
- Ship date locked before production begins
4. Mold Production and First Shots
Mold is CNC-machined in-house. First overmolded parts are dimensionally checked against your file. Samples ship with full documentation including dimensional report and material certification.
- CNC-machined in-house tooling
- First parts dimensionally verified against CAD
- Documentation: dimensional report and material certification
5. Production
The same mold runs your first production quantities. When volume increases and per-part cost needs to come down, a new multi-cavity tool is made from the approved geometry no redrawing, no new DFM.
- Same mold runs initial production quantities
- Multi-cavity tooling available at higher volume
- No new DFM or redrawing required geometry already approved
Overmolding Project Examples
A selection of silicone and rubber overmolding projects across industries. Many client projects are confidential these represent the types of applications and substrates we regularly work with. If you have a specific application in mind and don't see it here, reach out. Chances are we've made something similar.

DC Connector, Cable Boot
ELECTRONICS / SEALING
Silicone overmolded onto DC barrel connector body and cable exit for waterproofing and strain relief.
Solution
Compression overmolded silicone. Shutoff geometry at cable exit and edge profile designed to prevent peel initiation. Tested: leak test, pull test, flex cycling.
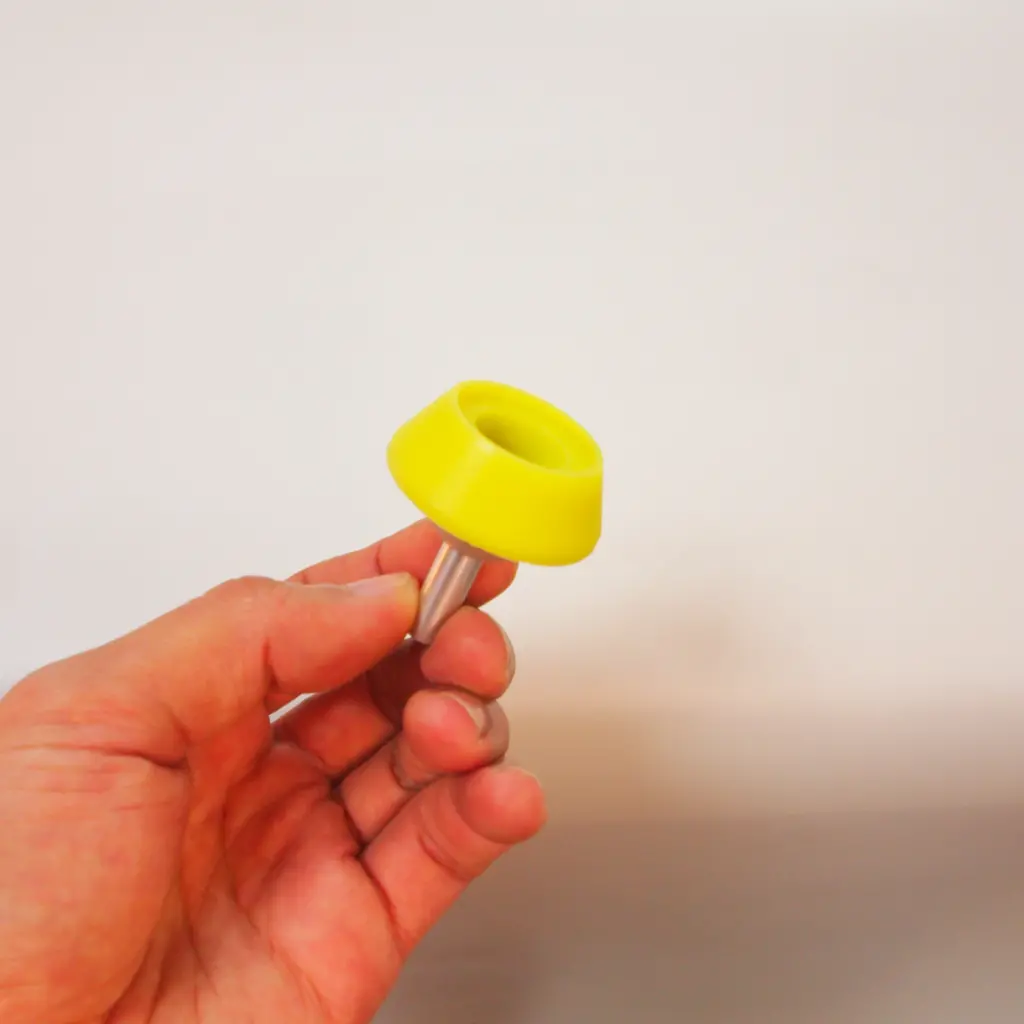
Lab Stopper, Single Needle Insert
MEDICAL / LABORATORY
Silicone stopper overmolded onto a stainless steel needle insert for lab equipment sealing under repeated puncture load.
Solution
Compression molded silicone, mechanical retention features in mold cavity. Tested: insertion/withdrawal cycles, dimensional checks, leak resistance.
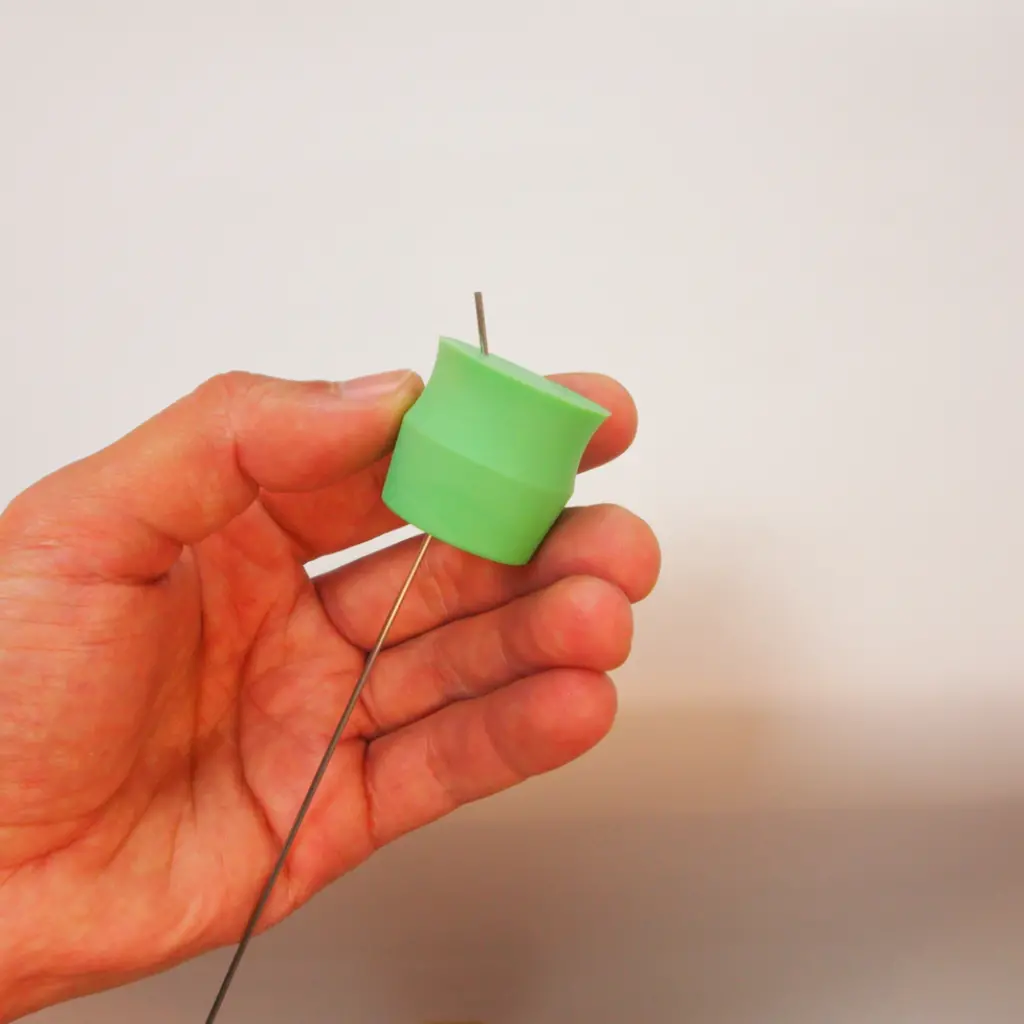
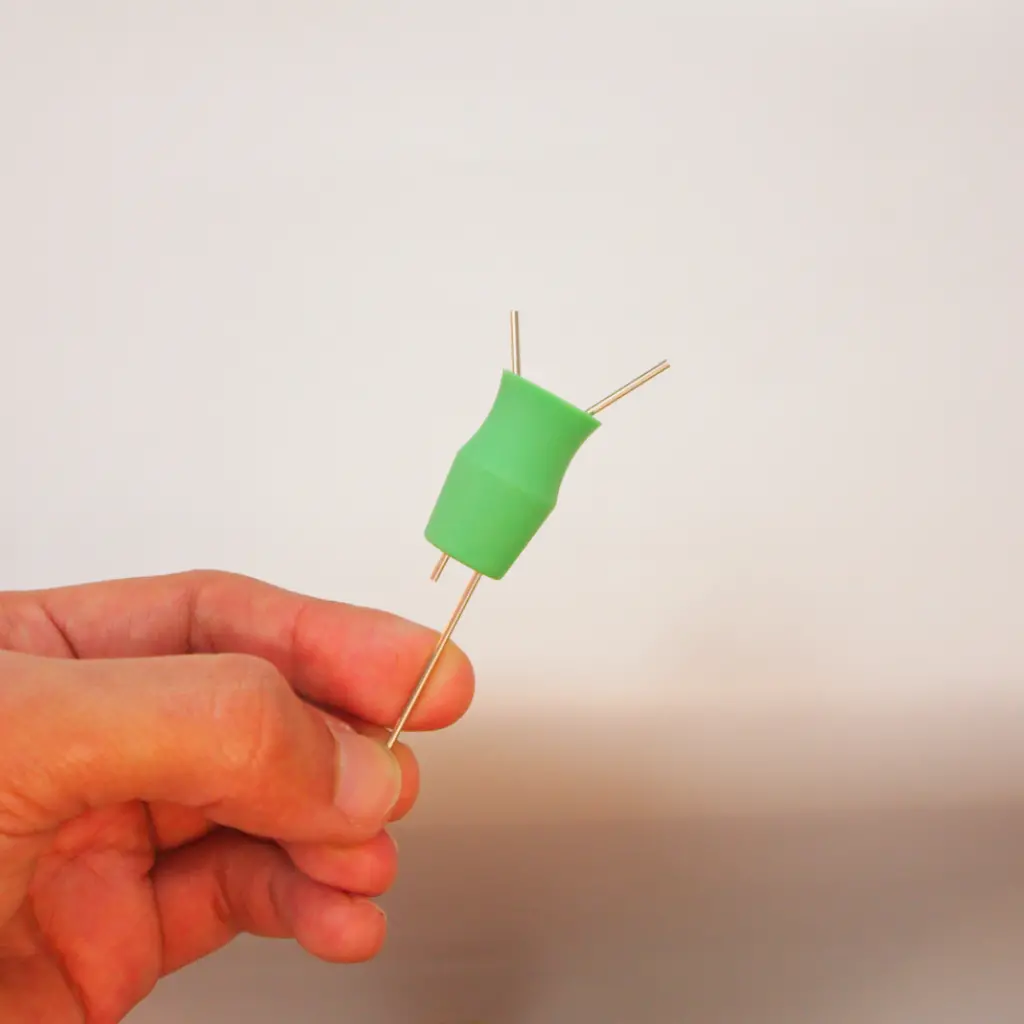
Lab Stopper, Multi-Needle Inserts
MEDICAL / LABORATORY
Silicone stopper overmolded onto multiple stainless needle inserts for multi-port lab applications.
Solution
Compression molded silicone, individual retention geometry per insert. Needle position repeatability and insert spacing confirmed in DFM before tooling.

Aluminium Bracket End Caps
INDUSTRIAL
Silicone end caps overmolded onto aluminium linear extrusion for edge protection, vibration damping, and grip.
Solution
Compression overmolded silicone. Tolerance stack-up and corner retention geometry confirmed in DFM. Tested: fit check, pull-off resistance, thermal cycling.

Silicone Case, LED Electronics
ELECTRONICS / PROTECTION
Silicone case overmolded onto LED light electronics assembly for environmental sealing and impact protection.
Solution
Low-temperature cure silicone, compression overmolded below 100°C. Process sequencing used to protect components from heat and pressure. Detail available under NDA.

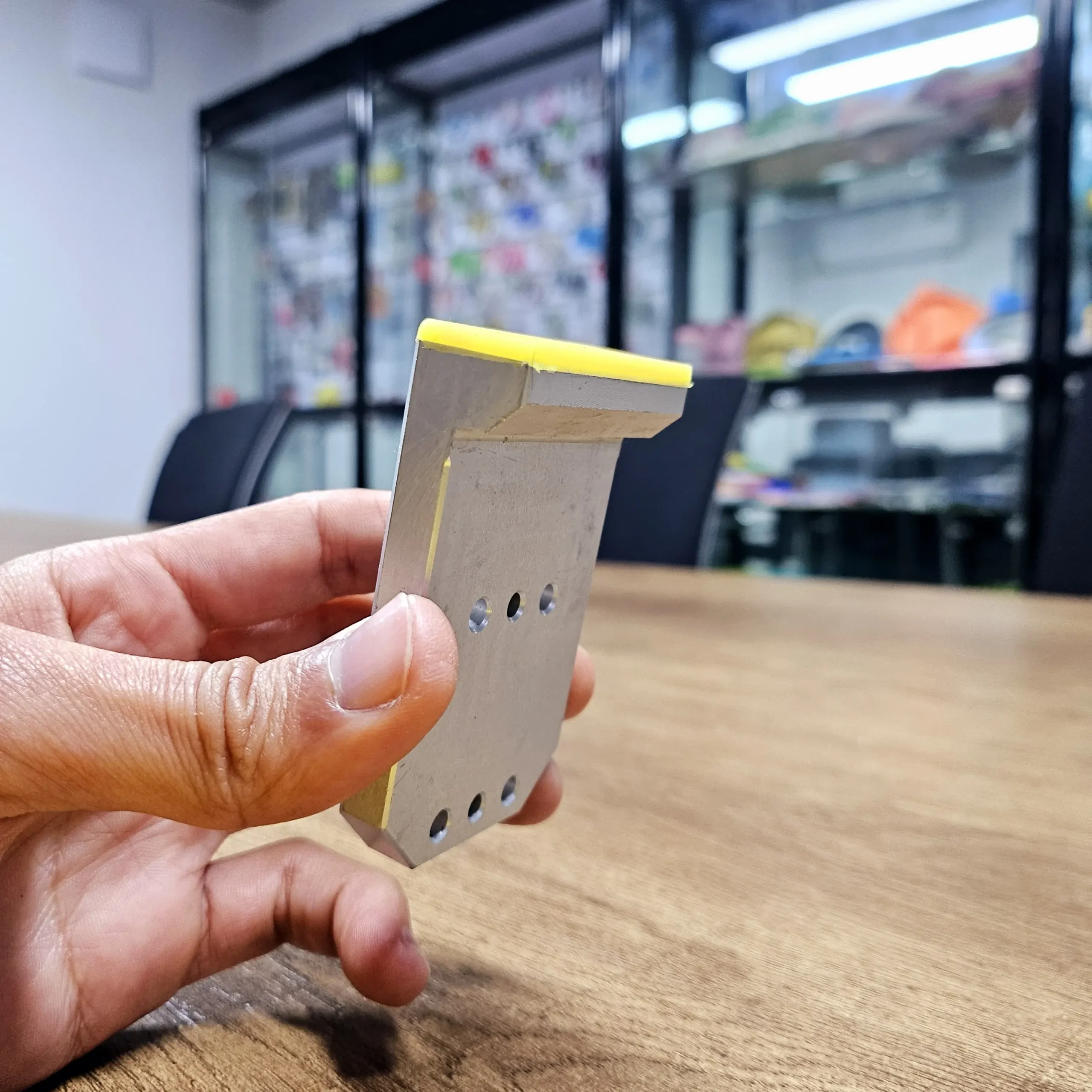
Plastic Threaded Nut, Sealing Ring
INDUSTRIAL / PLUMBING
Orange silicone overmolded onto a black plastic threaded nut, creating an integrated fastener and sealing ring in one part.
Solution
Compression molded silicone onto plastic substrate. Substrate thermal limits confirmed in DFM. Sealing ring geometry held to ±0.2mm.
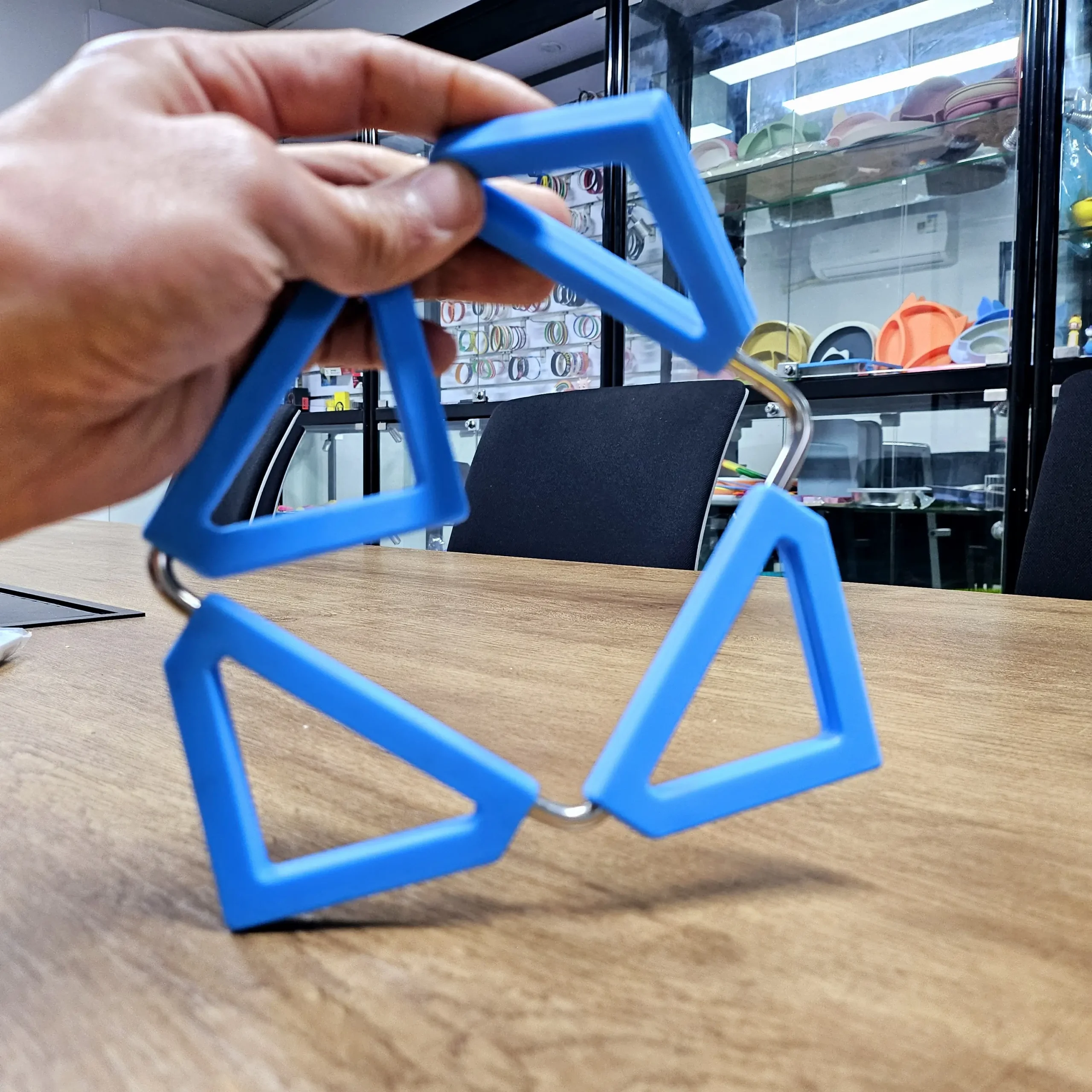
Stainless Wire Frame, Silicone Overmold
CONSUMER GOODS / KITCHENWARE
Silicone overmolded onto a stainless steel wire frame for a heat-resistant kitchen trivet full wire coverage, no exposed metal contact.
Solution
Compression molded food-grade silicone. Mechanical interlocking at each wire contact point. Full coverage and bonding consistency confirmed before production release.

Aluminium Bushing, Silicone Insert
INDUSTRIAL
Silicone overmolded onto an aluminium cylindrical bushing for vibration isolation or environmental sealing.
Solution
Compression molded silicone bonded to aluminium with mechanical retention. Shore A and wall thickness confirmed for load requirements during DFM.

Stainless Steel Clip, Rubber Overmold
CONSUMER GOODS / KITCHENWARE
Rubber overmolded onto a stainless steel spatula clip for heat resistance, grip, and surface protection.
Solution
Compression molded rubber onto stainless substrate. Parting line positioned to keep flash off functional grip surfaces. Pull-off resistance tested before production.

Aluminium Flat Bar, Silicone Edge
INDUSTRIAL
Silicone overmolded along the full edge of an aluminium flat bar for edge sealing and surface protection.
Solution
Compression molded silicone bonded along a continuous aluminium edge. Shutoff geometry confirmed in DFM to prevent flash on mating surfaces.
Metal Pin, Silicone Tip
INDUSTRIAL / PRECISION
Small silicone tip overmolded onto the end of a metal pin for insulation, protection, or controlled contact.
Solution
Compression molded silicone onto metal pin. Insert location repeatability controlled in mold design. Tip geometry dimensionally checked against drawing per batch.

Miniature Metal Brackets, Silicone Buttons
ELECTRONICS / MINIATURE
Tiny silicone buttons overmolded onto small metal brackets for switch actuation or tactile interface on electronics.
Solution
Compression molded silicone. Insert positioning fixture used to maintain consistency at high volume. Dimensional check and visual inspection per batch.

Swimming Goggle Frame, Silicone Seal
CONSUMER GOODS / SPORTS
Silicone overmolded onto a plastic swimming goggle frame to form a watertight facial seal and soft contact surface.
Solution
Compression molded silicone onto plastic substrate. Substrate thermal limits confirmed in DFM. Shore A selected for facial contact compliance and sealing performance.
See something close to your application?
Industries
Custom silicone overmolding and assembly for specialized applications across four core industries.
Laboratory
Silicone grips on stainless surgical instruments, lab equipment bungs and stoppers, biocompatible seals on metal housings. ISO 10993 biocompatibility documentation available on request.
Electronics
Connector seals, waterproofing for assemblies, vibration damping on metal and plastic housings. Low-temperature cure capability for temperature-sensitive substrates.
Automotive
Seal overmolding on metal housings, soft-touch overlays on interior components, gaskets bonded to plastic substrates for environmental sealing.
Industrial
Protective silicone covers on metal parts, chemical-resistant overlays on plastic substrates, vibration isolation mounts with mechanical retention.
Substrate Coordination
Our primary work is silicone, rubber, and CNC mold production. For overmolding projects, substrate sourcing is part of the service. If you do not have a supplier for metal inserts, plastic substrates, or electronics components, we coordinate sourcing through vetted vendors, the same partners we use in production. You can supply substrates directly or we coordinate. Either approach works. The sourcing method is confirmed before DFM starts.
Why Dabojin
Dabojin has manufactured custom silicone and rubber parts since 2005. ISO 9001, ISO 45001, and ISO 14001 certified. Silicone grades available with FDA, LFGB, and RoHS compliance documentation on request. CNC mold machining is done in-house we do not use brokers or outsource mold production. Every overmolded batch ships with a dimensional report and material certification.
For buyers working with a Chinese manufacturer for the first time: every project includes written DFM feedback, documented substrate compatibility confirmation, and dimensional reports on every production batch. You have a paper trail from file submission to delivery.
FAQ
What substrates can you overmold silicone onto?
Stainless steel 304 and 316, aluminium, brass, PC, ABS, PA66, POM, FPC, PCBA, and silicone-on-silicone dual-durometer parts. If your substrate is not listed, send the specification and we confirm compatibility during DFM.
How do you prevent the silicone from delaminating?
Bond integrity is addressed at three stages: mechanical retention features are built into the mold design so the silicone locks geometrically to the substrate; all substrates are cleaned and prepared before loading to remove any contamination that would inhibit cure; and substrates are dimensionally checked on arrival to confirm they seat correctly in the cavity before production begins.
Can you overmold silicone onto temperature-sensitive plastics or electronics?
Yes. For substrates that cannot withstand standard silicone cure temperatures of 170–220°C, we formulate low-temperature cure silicone compounds that cure below 100°C using compression overmolding. Thermal limits are confirmed for every substrate during DFM.
What is the difference between compression and injection overmolding, and which do I need?
Compression overmolding places the silicone charge directly into an open mold with the substrate seated, then closes and cures. Lower tooling cost, suited to HCR silicone, larger parts, short-to-medium runs, and low-temperature cure applications. LSR injection overmolding injects liquid silicone into a closed mold, shorter cycle time at volume, tighter consistency for complex geometries, higher tooling cost. The right process is confirmed during DFM based on your part geometry, substrate, volume, and budget.
Do I need to supply the substrate, or can you source it?
Either works. You can supply substrates directly or we coordinate sourcing through vetted vendors for metal inserts, plastic substrates, and electronics components. The approach is confirmed before DFM starts.
What tolerances do you hold on overmolded parts?
±0.2mm on CNC-milled tooling with compression molding. Tolerances on the overmolded silicone are confirmed against your drawing during DFM substrate dimensional tolerance also affects final assembly fit and is reviewed at the same stage.
What files do you need to start a DFM review?
STEP, IGES, or DWG files. PDF drawings with key dimensions work. If you have a concept sketch but no CAD file, contact us we can develop the design before DFM starts. NDA is available before any file is transferred.
Our Complete Silicone Manufacturing Methods
Precision tooling, compression molding, injection molding, extrusion, and custom prototyping all in-house.